Laser Cutting Mild Steel With Nitrogen

Cutting 5mm Stainless Steel With Air And Nitrogen Spi Lasers
Nitrogen Generation In Laser Cutting

Nitrogen Vs Oxygen Which Should You Use To Cut Steel Fabricating And Metalworking

Pros Of Laser Cutting With Nitrogen Gas Plasma Laser Cutting Air Assist

Laser Cutting With Oxygen Vs Nitrogen Southeastern Engineering Sales Ses

May Cắt Laser Fiber Của Tan Hưng Cửa Sổ Cat

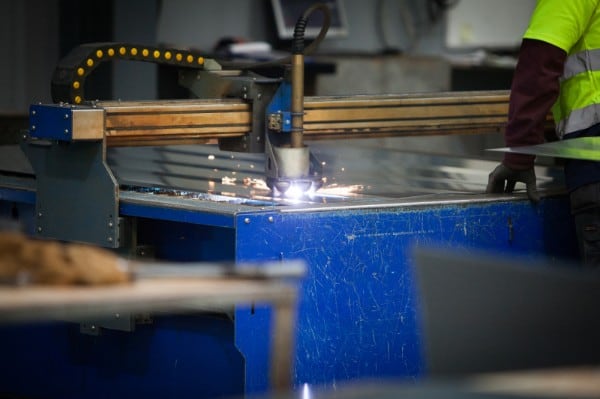
When using nitrogen an inert gas the cutting process relies solely on the beam s energy to melt the metal.
Laser cutting mild steel with nitrogen.

Pin On Process

Pin Na Doske Fiber Laser Cutting Machine China

Pin On Laser Cutting Sheet Metal Work And Plate Work
Laser Cut Steel Osh Cut

Laser Cutting With Nitrogen To Produce Bright Clean Edges In Mild Steel Components

Sheet Steel Chair Steel Furniture Design Sheet Metal Metal Furniture

Pin On Laser Cutting Sheet Metal Work And Plate Work

Laser Cutting With Oxygen Vs Nitrogen Osh Cut

The Fabricator June 2019 Perfecting The Cut Edge With Fiber Laser Nitrogen Gas

Back To Basics The Subtle Science Of Burr Free Laser Cutting

Trumpf 7036 Cnc Press Brake Fast Sheet Metal Fabrication Cnc Bending V F Sheetmetal Sheet Metal Fabrication Metal Fabrication Sheet Metal
Twice The Cutting Speed

Laser Cutting Data Of 2 Mm And 0 5 Mm Thick Steel For Three Assist Gases Download Table

Fiber Laser Cutting Drives A Power Revolution Industrial Laser Solutions

2d Roaring Lion Head Template Rus Eng Polygonal Paper In 2020 Sheet Metal Art Steel Art Metal Art Projects

Air Cutting Revisited

Pin By Mohammad Rammal On Art Metal Chairs Sheet Metal Fabrication Metal Furniture

Aluminium Sheet Metal Workers Manufacturing In The Uk 2019 Aluminum Sheet Metal Sheet Metal Metal Workers

Practical Machinist Largest Manufacturing Technology Forum On The Web
Laser Cutting Metal The Basics Simply Explained All3dp Pro

Laser Cutting Steel Quality Osh Cut

Pin On Laser Cutting Sheet Metal Work And Plate Work

Nozzle Technologies Speed Fusion Laser Cutting Reduce Gas Consumption Modern Machine Shop

Making Metal Origami From Sheet Metal Estructura De Acero Disenos De Unas Origami
Source : pinterest.com
